|
į┌¢|▌Ė▀MąąSMT┘NŲ¼ų╬Š▀ĪóļŖ┬Ę░Õ▀^Āt▌dŠ▀╝░ļp├µ▓┘ū„▓©ĘÕ║ĖŖAŠ▀Ą─╝ė╣żČ©ųŲĢrŻ¼ąĶŠC║Ž┐╝æ]įOėŗĪó▓─┴ŽĪó╣ż╦ć║═īŹļH╔·«aąĶŪ¾ĪŻęįŽ┬╩ŪĻPµIę¬³c║═▓Į¾EųĖ─ŽŻ║
1. ├„┤_ąĶŪ¾┼cģóöĄ
PCB│▀┤ń┼c║±Č╚Ż║┤_▒Ż▌dŠ▀│▀┤ńŲź┼õŻ¼ŅA┴¶¤ß┼“├ø┐šķgĪŻ
į¬╝■▓╝ŠųŻ║▒▄ķ_Ė▀£ž├¶Ėąį¬╝■Ż¼Č©╬╗┐ū/▀ģąĶŠ½£╩ĪŻ
╣ż╦ćę¬Ū¾Ż║ģ^ĘųSMTŻ©╗ž┴„║ĖŻ®┼c▓©ĘÕ║ĖŻ©ąĶĘ└║Ė─żš┌ō§ĘŪ║ĖĮėģ^Ż®ĪŻ
ļp├µ▓┘ū„Ż║įOėŗĘŁ▐DÖCśŗ╗“ĘųīėĮYśŗŻ¼┤_▒Ż***├µ╝ė╣żĢrį¬╝■╣╠Č©ĪŻ
2. ų╬Š▀įOėŗ║╦ą─ę¬³c
# SMT┘NŲ¼ų╬Š▀
▓─┴ŽŻ║─═Ė▀£ž║Ž│╔╩»Ż©╚ńFR4Ż®╗“õX║ŽĮŻ©▌p┴┐╗»ąĶŪ¾Ż®ĪŻ
Č©╬╗ĘĮ╩ĮŻ║▓╔ė├õNßöĪó▀ģŖA╗“šµ┐š╬³ĖĮŻ¼┤_▒ŻPCB¤oŲ½ęŲĪŻ
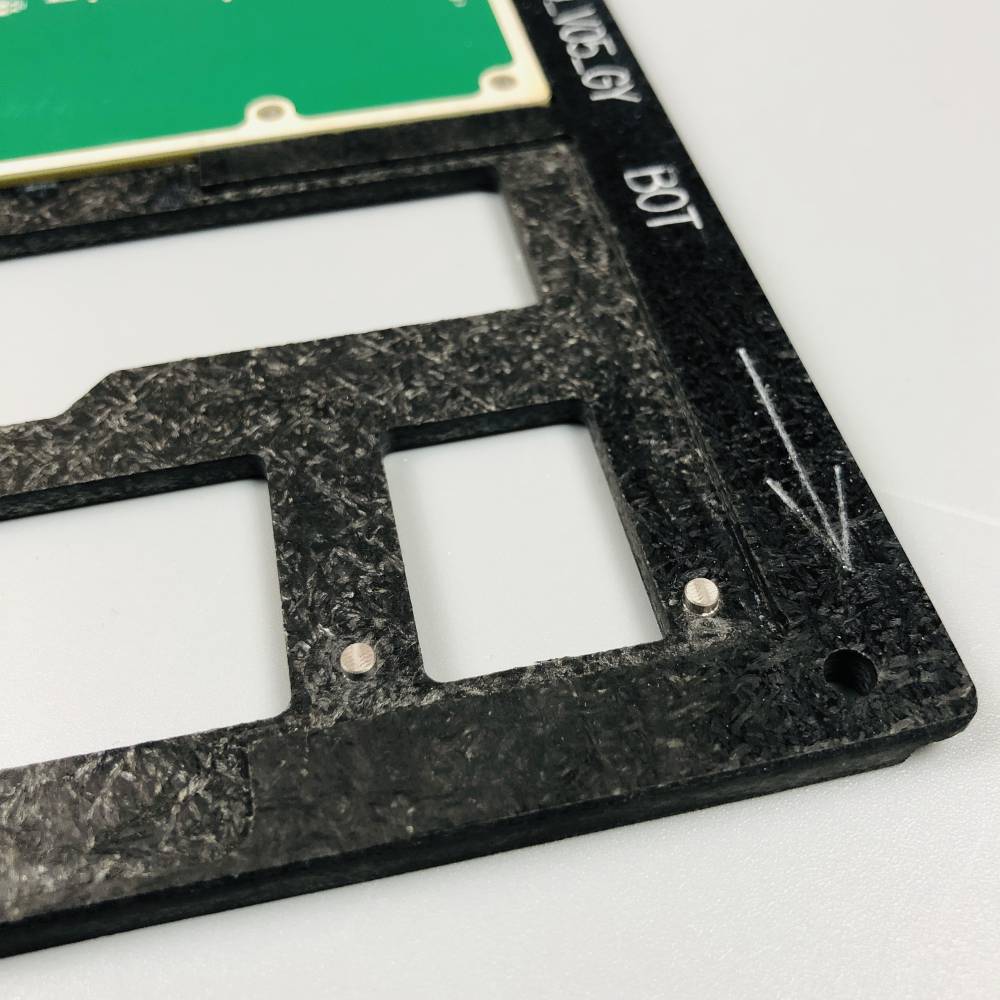
ķ_┐┌įOėŗŻ║▒▄ķ_║Ė▒P║═į¬╝■Ż¼Ąū▓┐ų¦ō╬ąĶŠ∙ä“Ę└ūāą╬ĪŻ
# ▓©ĘÕ║ĖŖAŠ▀
ō§░ÕįOėŗŻ║╩╣ė├Ōü║ŽĮ╗“▓╗õPõōš┌ō§ĘŪ║ĖĮėģ^ė“Ż¼£p╔┘Õaį³ĪŻ
āAą▒ĮŪČ╚Ż║═©│Ż5°~7°Ż¼ā×╗»║Ė┴Ž┴„äėĪŻ
¤ß╣▄└ĒŻ║▒▄├Ō¤ß╝»ųąŻ¼▓─┴ŽąĶ─═260Īµęį╔ŽĖ▀£žĪŻ
# ļp├µų╬Š▀
ĘŁ▐D/ĘųīėĮYśŗŻ║ÖCąĄ╩Į┐©┐█╗“┤┼╬³╣╠Č©Ż¼┤_▒ŻĘŁ▐DĢrPCBĘĆČ©ĪŻ
ś╦ėøī”²RŻ║╠Ē╝ėęĢėX╗∙£╩³cŻ©FiducialŻ®▌oų·ļp├µī”╬╗ĪŻ
3. ▓─┴Ž▀xō±
║Ž│╔╩»Ż©FR4ĪóļŖ─ŠŻ®Ż║ĮøØ·─═Ė▀£žŻ¼▀m║ŽąĪ┼·┴┐ĪŻ
õX║ŽĮŻ║╔ó¤ß┐ņĪóÅŖČ╚Ė▀Ż¼▀m║ŽŠ½├▄╗“┤¾┼·┴┐ĪŻ
Ōü║ŽĮ/▓╗õPõōŻ║▓©ĘÕ║Ėō§░ÕīŻė├Ż¼─═Ė»╬gĪŻ
4. ╝ė╣żūóęŌ╩┬ĒŚ
╣½▓Ņ┐žųŲŻ║Č©╬╗┐ū/▀ģ╣½▓ŅĮ©ūh±0.05mmęįā╚ĪŻ
▒Ē├µ╠Ä└ĒŻ║Ļ¢śOč§╗»Ż©õX▓─Ż®Ę└č§╗»Ż¼ćŖ╔░į÷╝ė─”▓┴┴”ĪŻ
Ę└ņoļŖįOėŗŻ║SMTų╬Š▀ąĶĮėĄžįOėŗŻ¼▒▄├Ōį¬╝■ōpé¹ĪŻ
5. ¢|▌Ė╣®æ¬µ£ā×ä▌
▒ŠĄžÅS╔╠═Ų╦]Ż║╚ń┐ņ┐╦ųŪ─▄Īó╔±ų▌ęĢėXŻ©AOIÖz£y┼õ╠ūŻ®ĪŻ
┐ņ╦┘┤“śėŻ║¢|▌Ė╣®æ¬µ£│╔╩ņŻ¼3 5╠ņ┐╔╠ß╣®įŁą═ĪŻ
│╔▒Šā×╗»Ż║┼·┴┐╝ė╣ż┐╔ģf╔╠å╬ārŻ¼õX║ŽĮų╬Š▀╝s200 500į¬/╠ūŻ©ęĢÅ═ļsČ╚Ż®ĪŻ
6. “×ūC┼c£yįć
įć«aÖz▓ķŻ║ė^▓ņPCBūāą╬Īó║Ė³c═Ļš¹ąįĪŻ
Thermal Cycle£yįćŻ║─ŻöMĖ▀£ž“×ūCų╬Š▀─═Š├ąįĪŻ
7. │ŻęŖå¢Ņ}ĮŌøQ
PCBūāą╬Ż║į÷╝ėų¦ō╬ų∙╗“ā×╗»▓─┴Ž║±Č╚ĪŻ
į¬╝■├ō┬õŻ║Öz▓ķŖAŠ▀╣╠Č©┴”╗“š{š¹ō§░Õ╬╗ų├ĪŻ
ÕaĖÓ╬█╚ŠŻ║ŪÕØŹų╬Š▀▄ēĄ└Ż¼▒▄├ŌÜł┴¶ĪŻ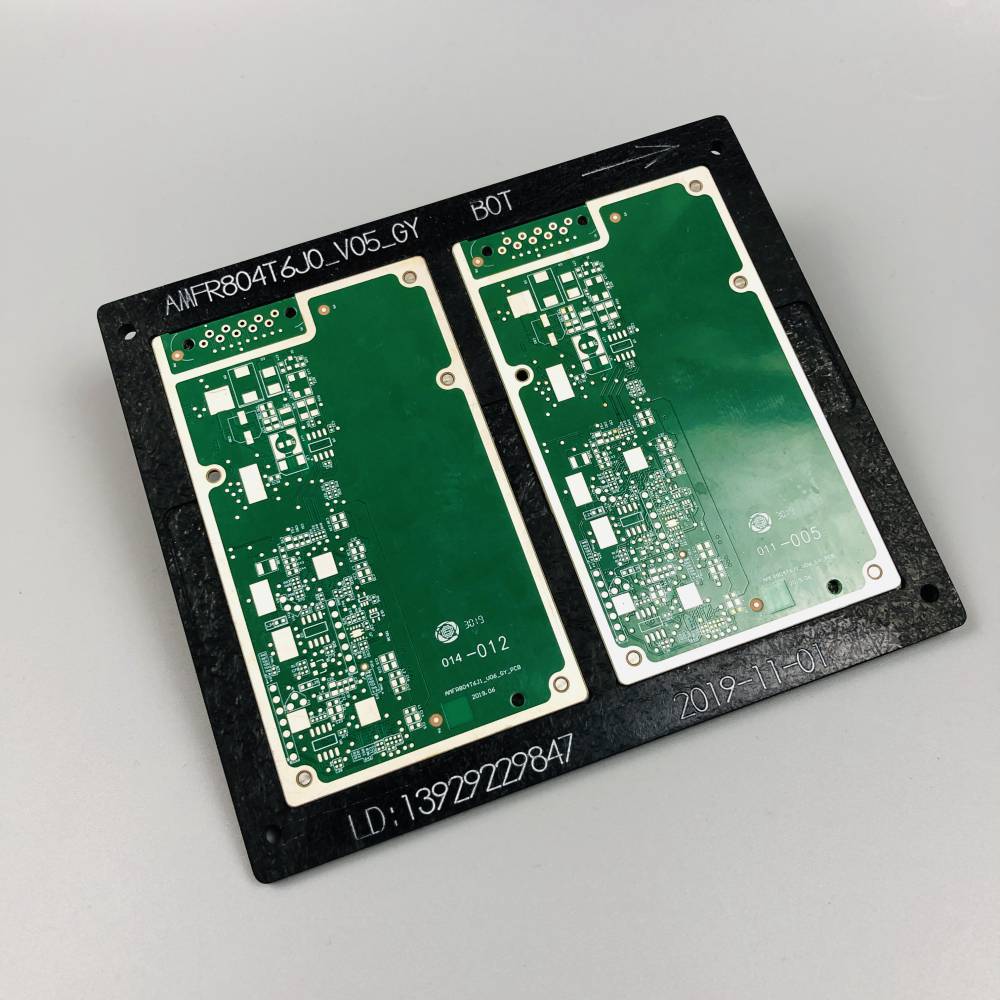

|

