自動車床相對刀架鏡像控制介紹
在具有相對刀架的自動車床中,通過相對刀架執行的加工使用相對刀架鏡像功能,工件坐標系上的X軸移動方向可與基準刀架相同,可在與基準刀架側相同的坐標系上創建相對刀架側的加工程序,可以通過與基準刀架相同的坐標系的加工程序執行加工。
相對刀架的刀具設定
1.1 刀架的構成
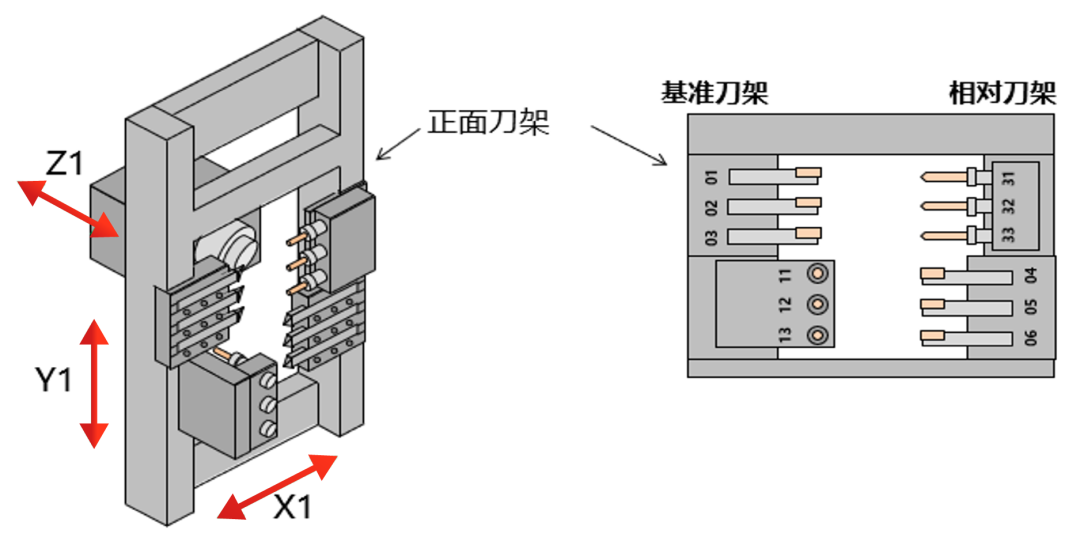
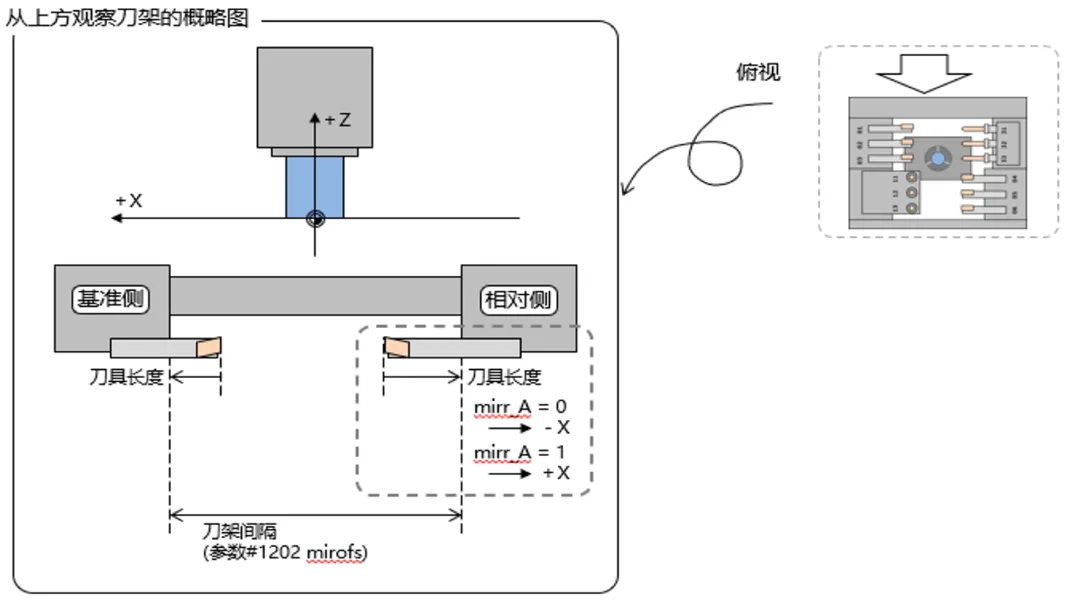
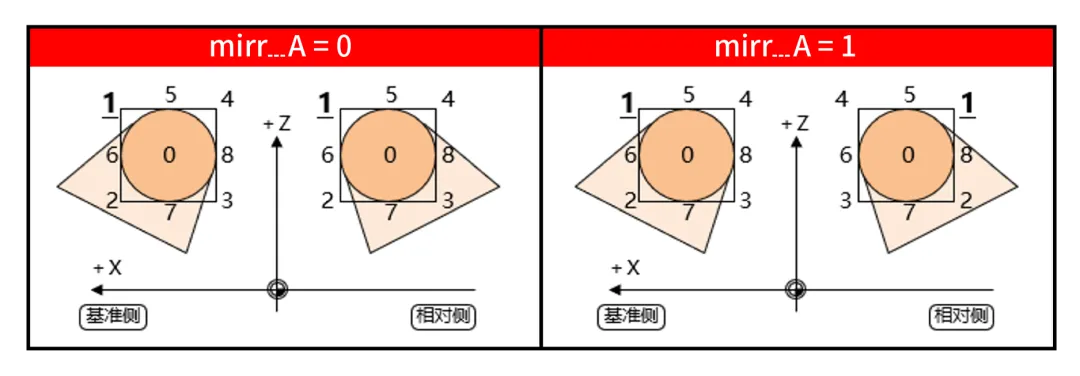
相對側的刀補量(刀具長度、刀具磨耗)與刀尖點可通過相對刀架刀具長度設定方式選擇(參數#1118 mirr_A),在反轉基準側X軸坐標的狀態下進行設定。
#1118 mirr_A = 0 工件中心到刀尖點的方向為負方向。
#1118 mirr_A = 1 工件中心到刀尖點的方向為正方向。
(假設相對側刀具方向與基準側相同,可設定刀補量與刀尖點。)
1.2 刀長補償
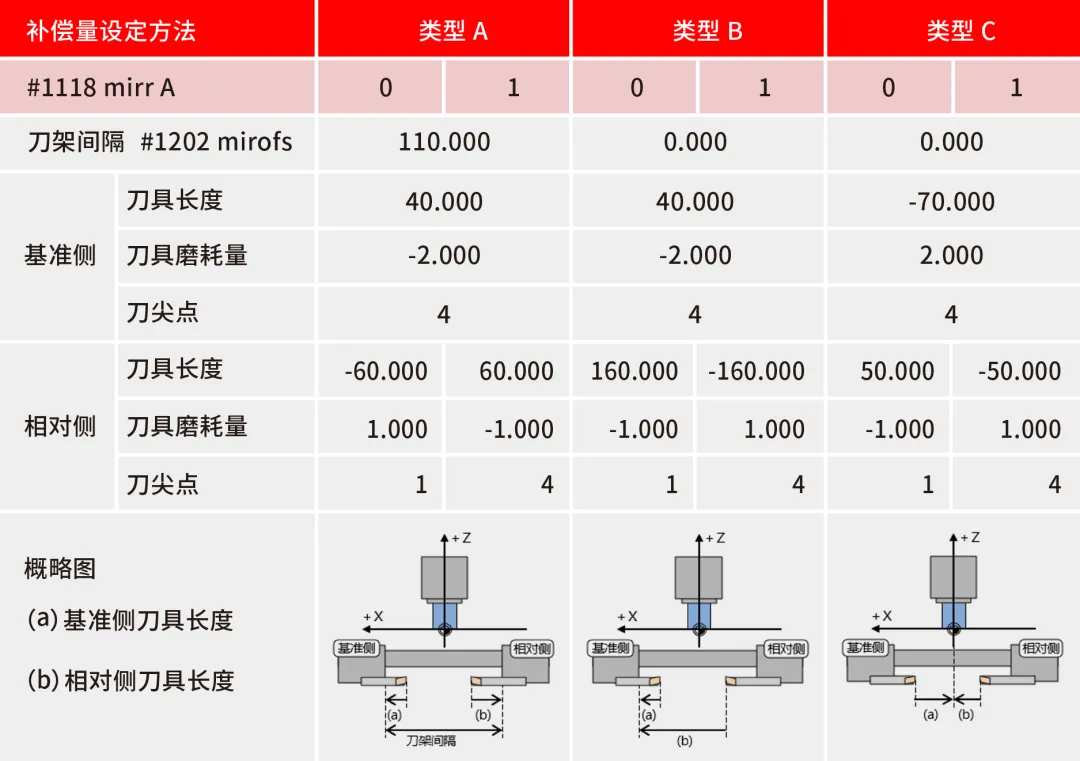
刀長補償量為刀具刀尖到刀具長度基準點的長度。這對相對刀架也相同。但根據刀具長度基準點位置設定補償量的方法有如下3種。
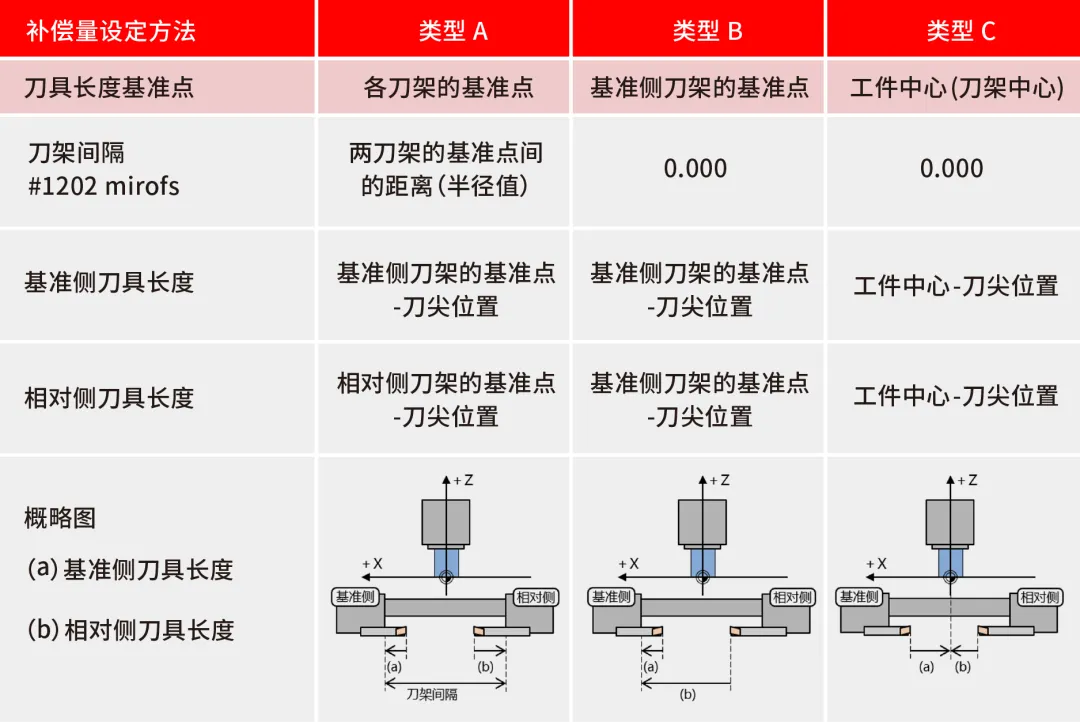
上表為「#1118 mirr_A」=0 時。「#1118 mirr_A」=1 時,相對刀架的X軸刀長補償量符號發生反轉。
1.3 刀尖R補償
相對側補償方向相反,補償方向不根據「#1118 mirr_A」發生變化。
基準側的補償方向 左側:G41、右側:G42
相對側的補償方向 左側:G42、右側:G41
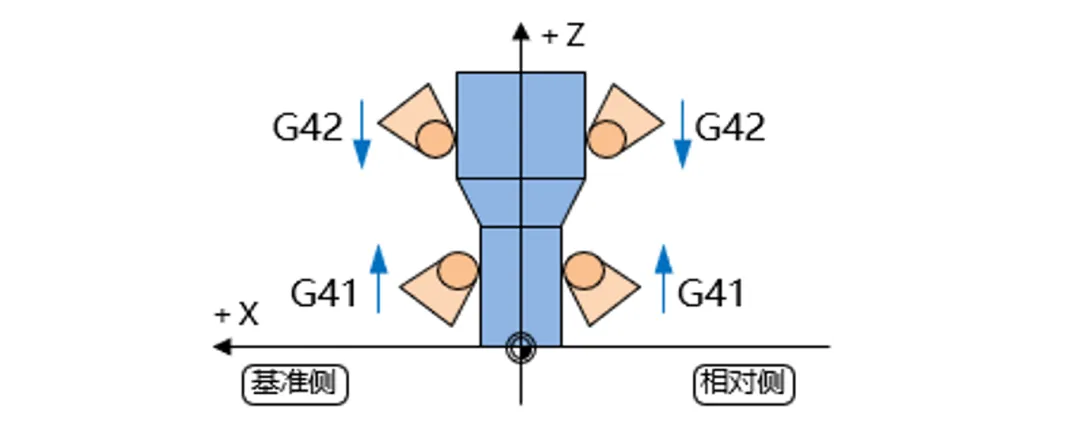
刀尖點根據「#1118 mirr_A」的設定如下圖所示
1.4 刀補(X軸)的設定樣例
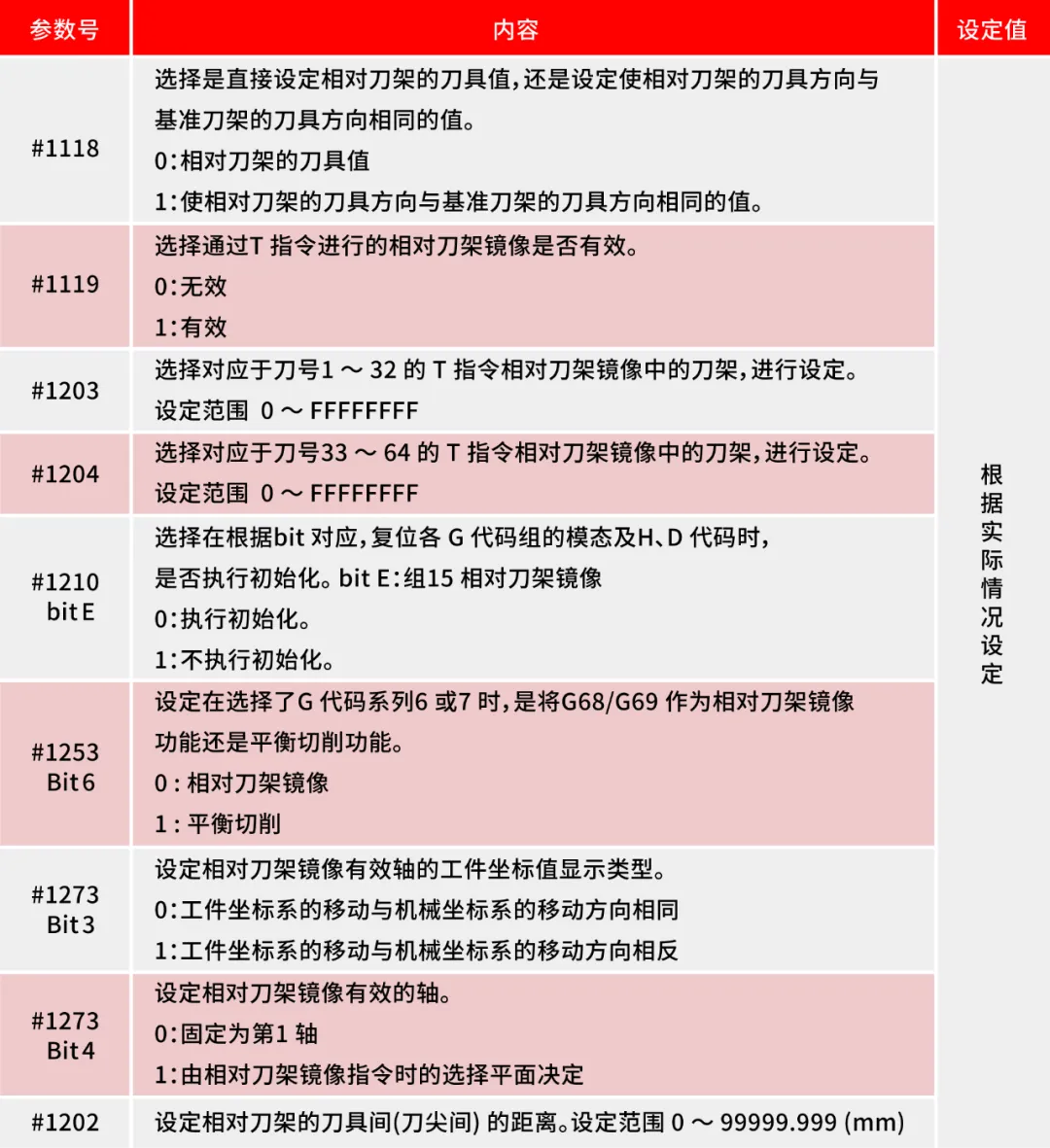
相關參數介紹
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站:https://www.mitsubishielectric-fa.cn/