G22移動前行程檢查功能介紹
01 什么是G22移動前行程檢查��?
通過程序指定禁止機床進入邊界的機床坐標系上的坐標,即可禁止機床進入到該邊界內側��。使用本功能后�,對于移動指令會進入禁區的程序段,在機床實際執行該程序段的移動前發生程序錯誤報警��。
02 G22移動前行程檢查功能優勢
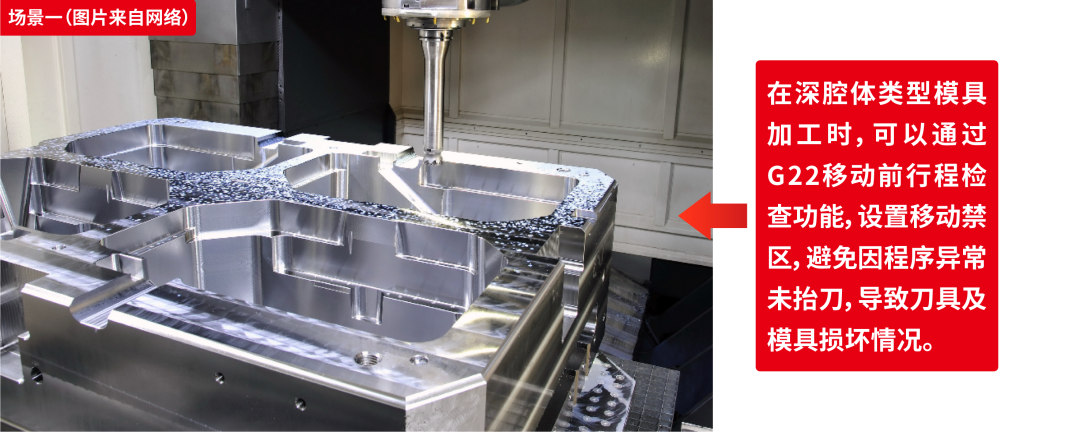
G22移動前行程檢查功能可以根據客戶加工工序需要���,通過程序指令限定移動禁區�����,避免因移動路徑干涉,導致工件�、刀具�����、設備、人身安全受損的情況。
一、指令格式:
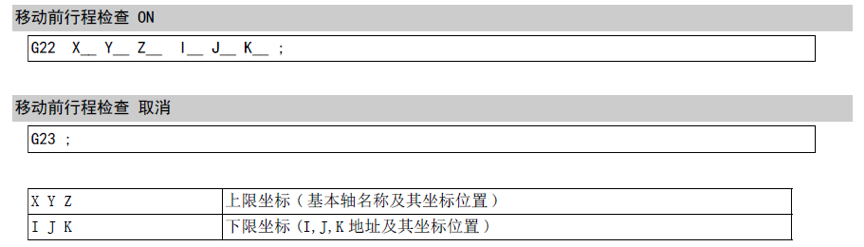
注意:(1) 指令格式表示基本軸為X,Y,Z 時的情況�����。
請指定在參數#1026 ~ #1028 中設定的基本軸。
二�����、詳細說明:
(1) 上限位置坐標與下限位置坐標所指定的邊界內側為禁區���。
(2) 將省略指令的地址設為“0”�����。
(3) 本功能中所指定的區域與存儲式行程極限中所指定的區域不同��,兩者都允許的區域為實際的移動有效范圍。
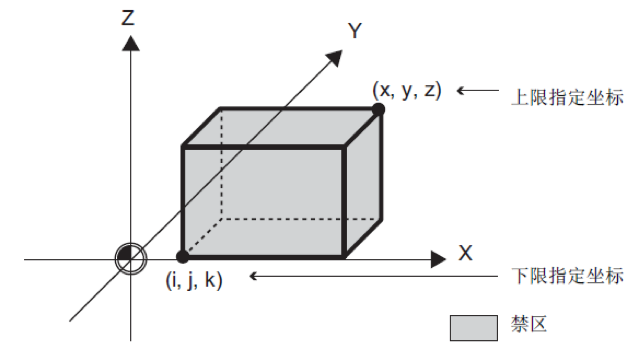
注:通過機床坐標系上的坐標指定上限位置��、下限位置���。
注意事項
(1) 本功能僅在自動運行啟動時有效�����,通過關閉手動絕對開關插入移動時,禁區也按照插入量移動。
(2) 在程序段的起點/ 終點位于禁區時���,或直線、圓弧的移動路徑進入禁區時,發生程序錯誤(P452)�。
(3) 對上限及下限坐標設定相同的軸����,不執行行程檢查���。
(4) 根據刀具中心坐標執行行程檢查�。
(5) 進行“G23 X_ Y_ Z_ ;” 等指令后,視為“G23; X_ Y_ Z_ ;”(2 程序段)。因此在取消移動前行程檢查后����,按照前一個移動模態移動����。
(6) 自動參考點返回時��,在中間點至參考點間不進行檢查���。G29 指令時�,在起點- 中間點間不進行檢查�����。
(7) 若有在1 程序段中未使用的地址���,則發生程序錯誤(P32)�����。
(8) 無法對旋轉軸正確進行判斷����,因此不能對旋轉軸使用。請勿對旋轉軸指定禁區���。
(9) 像渦旋插補指令一樣,起點和終點的圓弧半徑不同時��,對起點/ 終點位置及起點半徑的路徑進行移動前行程檢查�。
(10) 本功能中的指令不會反映在存儲式行程極限Ⅱ , Ⅱ B 的參數中。
(11) 在移動前行程檢查開啟指令(G22) 所在的程序段中�,若進行除了基本3 軸以外的軸地址指令����,則指令軸移動���。
三、應用示例:
1. 確認參數#12057=0(OT_prechkON)
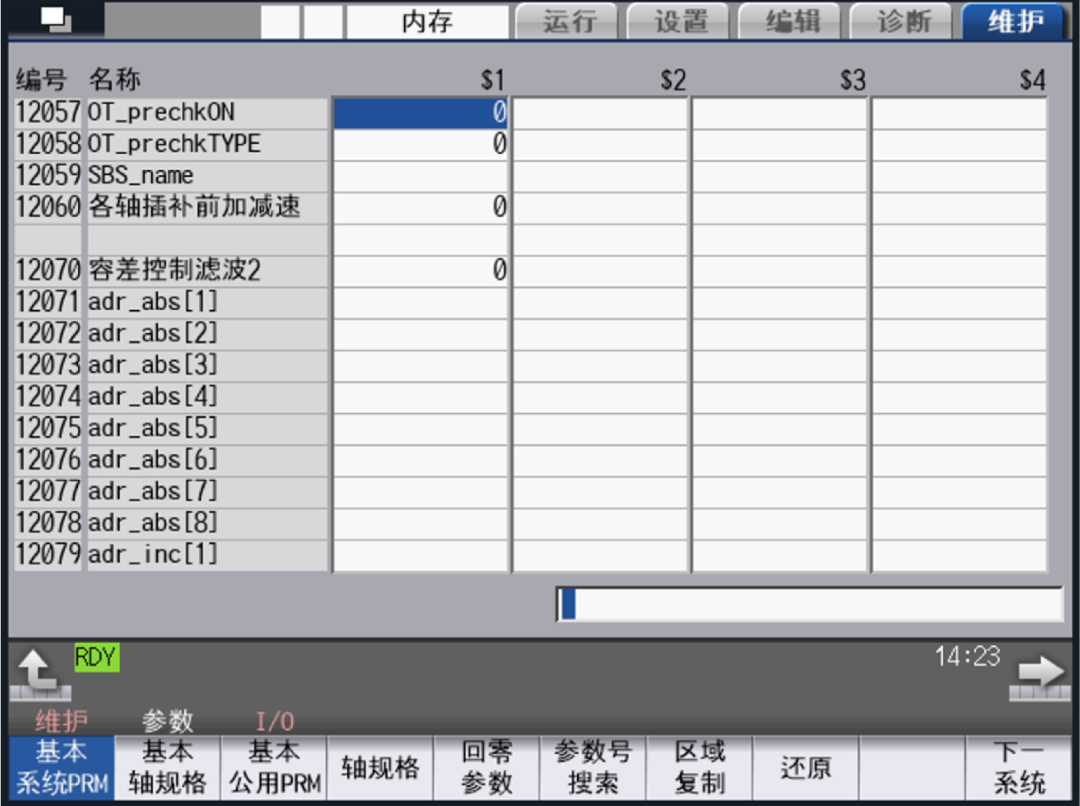
參數設置圖
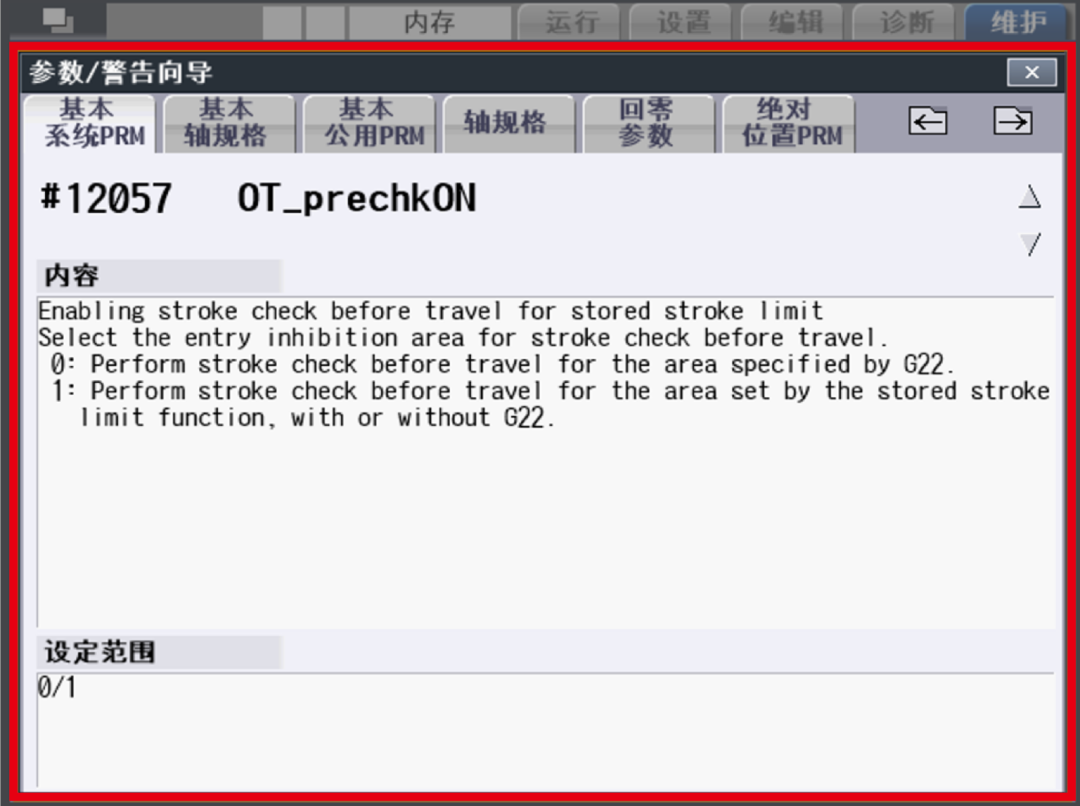
參數說明圖
2. 使用G22移動前程序檢查指令��,確認禁區有效
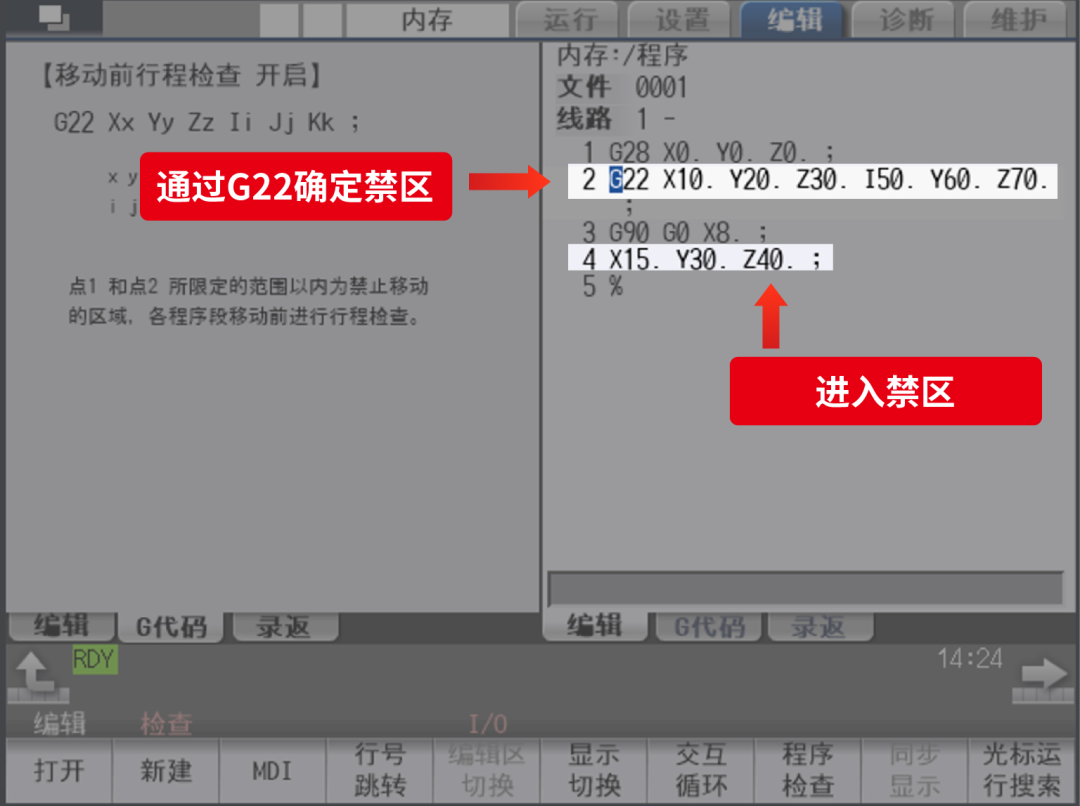
程序示例圖
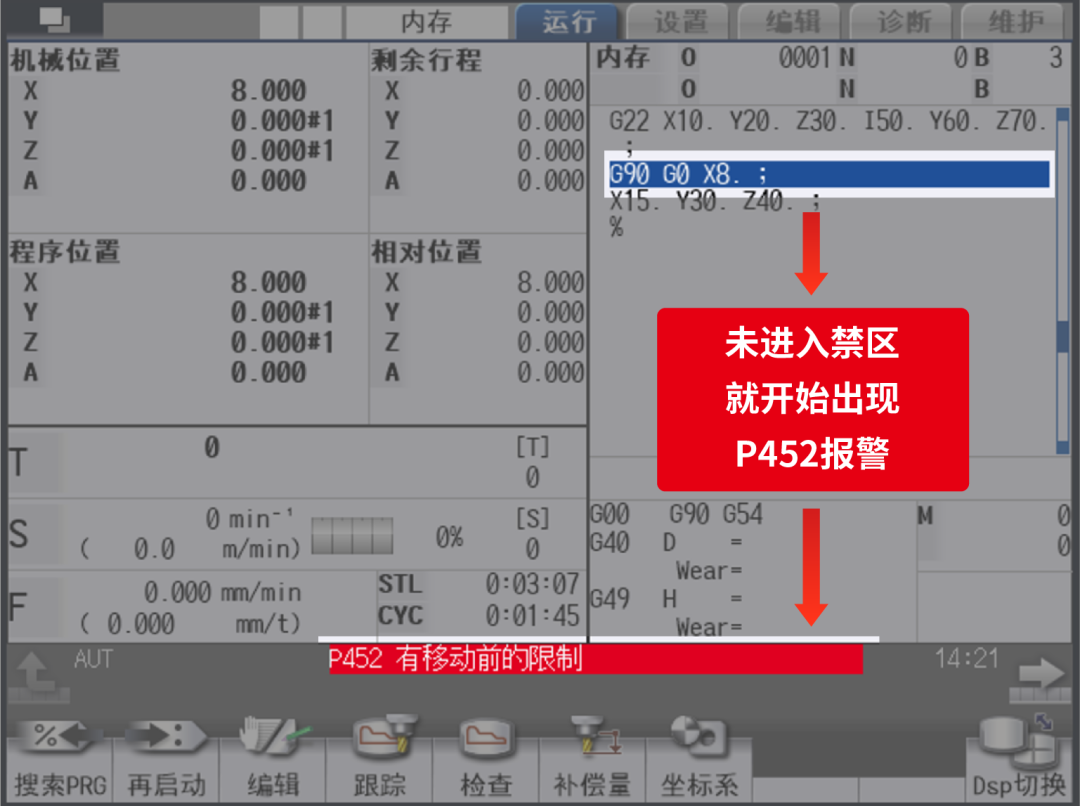
確認禁區有效報警圖
3. 使用場景介紹

詳細G22移動前檢查編程說明����,
請參考《編程說明書(M系)M800/M80/E80/C80系列》
21.1 移動前行程檢查 G22/G23章節。