本文來源:三菱電機自動化中國微信公眾號
滾珠絲桿是數控機床的關鍵傳動和定位部件,屬于細長軸類零件,使用過程中由于運動時的摩擦生熱及周圍環境熱源等因素影響很容易產生熱膨脹變形。在半閉環控制的機床中,絲桿熱膨脹將造成機床最終機械定位偏差,因此需要數控系統對其進行補償。
一、功能概要
本功能是補償由滾珠絲桿熱膨脹引起的軸進給誤差的功能。
如圖1所示,在設定的機械誤差補償區域(mdvno~pdvno)內設置偏置量(offset)和最大補償量(maxcmp),以此兩點為終點求得補償直線進行平滑補償。
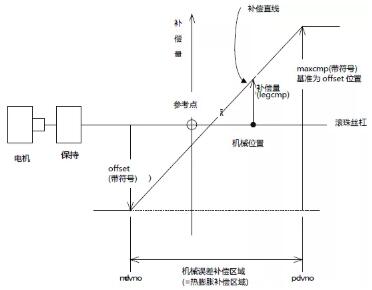
圖 1
二、絲桿熱補償與螺距補償的關系
如圖2所示,滾珠絲桿熱補償和螺距補償(機械誤差補償)可以一起使用,效果相互疊加。熱補償與螺距補償一樣,需要建立在參考點之上(電氣原點),通過指定最負側的補償量及最正側的補償量,由系統自動計算各個位置的補償量,它的補償是線性的。
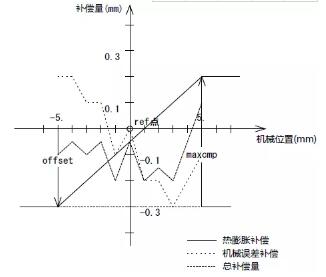
圖 2
三、絲桿熱膨脹補償區域的設定
圖3為機械誤差補償界面;螺距補償區域在#4004設置的最負端分割點(mdvno)和#4005設置的最正端分割點(pdvno)內,而絲桿熱補償區域與螺距補償區域是一致的。
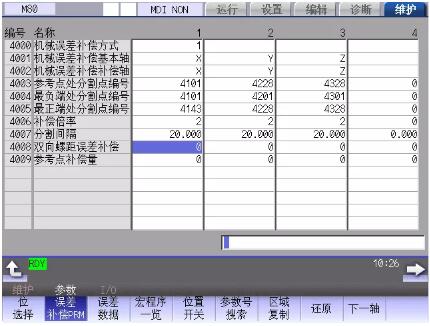
圖 3
四、熱補償方法
通過PLC向熱補償相關R寄存器寫入補償數據,告知系統補償量(表1為熱補償相關R寄存器)。

表 1
01. 系統、軸號(raxno)
如圖4,R402的Bit0是打開熱補償的開關,Bit1-Bit7用于指定補償軸號。
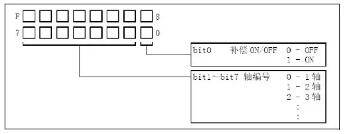
圖 4
02. 偏置量(offset)
使用梯形圖在熱補償區域內設定最負側(mdvno位置)的補償量。設定范圍為-32768~32767(H8000~H7FFF)。
03. 最大補償量(maxcmp)
使用梯形圖在熱補償區域內設定最正側(pdvno位置)的補償量,此補償量是以offset位置為基準的值。設定范圍為-32768~32767(H8000~H7FFF)。
04. 補償量(legcmp)
根據補償直線算得的當前位置補償量。
五、PLC編程例及熱補償效果監測
01. 簡易編寫下圖5所示PLC程序進行測試
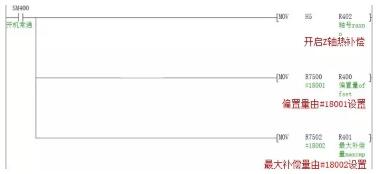
圖 5
02. 熱補償效果監測
如圖6、圖7所示,分別將#18001(偏置量offset)、#18002(最大補償量maxcmp)設置為-5、6和-10、12(不同的熱補償直線);查看驅動器監視界面“機械位置”與“機械側反饋”的偏差情況,該偏差即是熱補償所致;當設置不同offset和maxcmp值時,在同一位置的熱補償量不同(如圖8、圖9所示)。
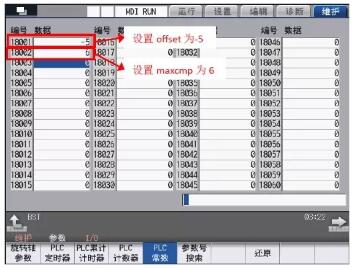
圖 6

圖 7

圖 8
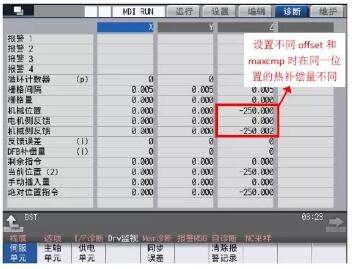
圖 9
總結
絲桿熱補償功能為通過PLC向熱補償相關R寄存器寫入補償數據,系統以此確定補償直線對機械絲桿熱膨脹誤差進行補償。該功能對機械熱伸長造成的加工精度不良等問題有一定的改善效果。
功能應用注意事項:
①pdvno的設定值要大于mdvno的設定值,當小于mdvno時,本功能無效;
②機械位置在補償區域外時,按照偏置量(負側)、最大補償量(正側)進行補償;
③本功能僅對第1參考點有效,對第2~4參考點無效。