�����黨ʽ������һ�N���������ϵ��OӋ�c�_�l�е��ԏV�����á��S��������M���Լ���������ˮƽ����ߣ����O�������Ҫ��ҲԽ��Խ�ߡ����S���r�g�ķe�ۣ�����ˇ�䷽����Ҳ��Խ��Խ�ࡣ�еļ����S�͑������гɰ���ǧ�N���䷽������ij����ӆ�Εr�������T��Ҫ��ÿ�_���O����䷽������ݔ���|�����������韩�������e©����Щ��߀Ҫ����ij�δֶȷ������S�C��Ӽ����挦����ͻ���Ć��}���_�_�鼏���Cе�͑��Ƴ�������Q������
1 ϵ�y��B
1.1 Ӳ���M��
ԓϵ�y��Ӳ���M�����1��ʾ��
��1 ϵ�y��Ӳ���M��

1.2 �䷽��ˇ����ϵ�y
���䷽��ˇ�w�n���鹤ˇ�ˆT���������a���펧��O��ķ��㡣�S����������X�\�õ��ռ�����X���g�ĸ��ٰlչ��U�P�ɞ�����һ�������������Դ惦������Ҳ���Ó��ĵ�늕r�g�L���Gʧ��ˇ�Ć��}��
��ϵ�y�Y��U�P���Ñ��_����4000����ˇƷ�N؛�ܣ�ÿ����ˇƷ�N���������200�M��ˇ�����M�������Ñ��S���{�á����A���ġ��ڶ��C�_���g�����r������Ҫÿ�_������ݔ�������ֻ��һֻU�P�Ϳɻ���������ˇ�����H�����������̣����ұ��ڽyһ�����������ɿ��ԡ����⣬߀���Ԍ�U�P����ˇ���ڱ��浽�S����X���Ա�w�n���ס�
1.3 �ķN������ʽ�Ɍ��F��ͬ�L��
���ṩ���������е�1�M�����Ͷ�M����ѭ�h������ʽ�⣬�_�_߀�ɞ��Ñ��ṩ3�N�������M�ļ�����ʽ��
��1��ģ��1�����������Ñ��O����1��200�M�������S�C��ȡ����һ�M�������M�e�M���S�C��ȡ���؏ͼ�����M�M���L��M�M���N�M���L��N�M���ࣩ��
��2��ģ��2�����������Ñ��O����1��200�M�������S�C��ȡ����һ�M�Ĺ��L���c���⽛�^�S�C��ȡ�IJ�ͬ�M�Ĺ��࣬���½M���µ�һ�M�����M�м������������S�C�M�ϼ�����M�M���L��N�M���ࡪX�M���L��Y�M���ࣩ����ģ��1�Ļ��A�ϴ��ƽM�e�����ƣ����F�ߵȟo����
��3��ģ����3����ģ����3�����O���У�ݔ�������������������ֵ�����ޡ����ޣ����������������������O���������ɿ������S�C��ȡ��ֵ�M�м������͑�ֻ��Ҫ�O���Å����������ޔ�ֵ���Ɍ��F��ģ��ʽ����
���@���N�����^���У����������Lj����C�е��S�C��ָ����^�S�C��Ӻ���Ҏ������ȫ�����؏͵ġ�������ͬƷ�N��ͬ�_֮�g��Ҳ�������F�؏͵�Ҏ���ԡ��Č��H���ÿ����@Щ������ȫ��Q�˲�����Ҏ���ԗl�y�Įa�����M�����Ñ�ͬ�L�����Ҫ��
1.4 ������λ�ÿ��Ƶ��ŷ�ϵ�y
���b�ò��ø����}�_ݔ����PLC�����ŷ�ϵ�y��Ť�غ㶨����ι�Ⱥ㶨���ŷ��L�r�g�B�m��������׃���������Ժá��OӋԭ�������ŷ�늙C�߾��ȶ�λ����ģʽ�����}�_��ʽ���ƣ�һ���}�_�\��һ���̶��Ƕȡ����ڸ߾��Ȕ��ؼӹ��о����ô˷N���Ʒ�ʽ�������څ����O���^���п�ֱ��ݔ����L�����L���O����Ƶķ����Եõ��˿ɿ����C��
�c�������b�ò����ٶȿ���ģʽ��ȣ��˿��b����ͨ�^ֱ���O��늙C�D�٣���ͨ�^�_���D��Ӌ����r�g���ö��r׃�ٵķ�ʽ���ƴ��L�ͼ��L�ġ�
1.5 ���|��ǰ�_���ɘ�ϵ�y
���b�õĿ���ϵ�y�nj�ǰ�_���c�к��_����ȫ�������ӣ������g��ͨ�^�o�|�Ă������팍�F늚���S����ǰ�_���y�پ��a���ľ��ȼ��ֱ��ʶ���Q�����á��������ĸ���Ӌ�����ܿ��ԏ��_ͣ܇�������е����м�����̎�ڱO��֮�£����ṩУ������
1.6 ���ƵĈ����\���
��ϵ�y�ṩ�����a�^�������й��ϻ�����������O�õȈ��ܣ������������r�l�F�����r�ͼ��r̎���������˃��|����������a��
1.7 �Y������
�����b�����ŷ�늙C�����к��_�����ӣ��Cе�����ԳɆ�Ԫ�����cԭ���C�_ͻ�����b���㡣���H��ˣ�늿���߀�����á����ñ��b�ú��׳��Cе���ϣ�ͬ�rҲ�����˄ڄӏ��ȣ�����˄ڄ�Ч�ʼ��ɼ��|����
���b��߀�ṩ��һЩ�����Ī��ع��ܡ����繝�ε��{�����ܣ�Ҳ�����������Π���x���ܣ����F��M����Q���ݼ��F���_܇�a�����ܿɽ�Q�p�١�׃�l�����C��ͣ�r�a���ļ����F��
2 ��ˇ����
����ˇӋ�㹫ʽ��
���Р��챶�����{�������L�Ⱥ����x��ֱ��ݔ������ߴ磬�ֶȄt�����豶��ֱ��ݔ�롣���⣬��ˇ�^����߀��ԇ���_����
�������������ĸ��ָ���⣬��ָ����Ҫ�����L�ȡ����x�Լ��ּ���Ӱ��@Щָ�˵�������Ҫ�У�ǰ�_���D�١�ǰ�_��ֱ�����V���D�١�����ȡ�����Ӊ�ϵ�y�����Ƶ�Ʒ�N�ȡ�һ�����������_������ô�ʹ_������������ָ�ˡ�
3 ���S������ˇ�����_��
���ȣ��_��������������ˇ������ԇ�������Ƿ����������O���Ļ�����ˇ������ݔ�����_����ˇ�����У������������챶�������L�����L�����Ⱥʹֶȡ�Ȼ���M��ԇ����ˇ���z�y�Ƿ����Ҫ��ˇ�_������ʽ���a��
�ֶȞ�ֱ��ݔ�����豶���������N�ֶȣ�Ҳ�ǰ����ֱ��ݔ�뼴�ɣ��o��Ӌ�㣩�����L�ȡ����x�����w�{�����ģ����Lϵ�������L�����w����ϵ�������Lϵ�������x���w����ϵ��Ҳ�Ɇι��ģ�����ģ�������ƫ�����Ġ��챶����
�������c���ГQ��ֱ��ͨ�^PLC���ƣ����L�r�g�����tժ��朗l���ɣ��֏�����������B�����⣬�y��ϵ�y����O�ã��䌢�ԄӸ�ۙ��
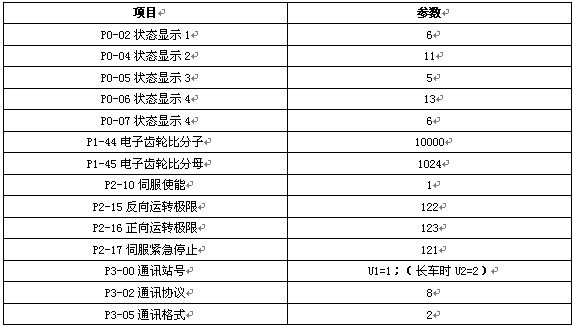
4 �ŷ��Ӆ����O��
�ŷ��Ӆ����O�����2��ʾ��
��2 �ŷ��Ӆ����O��