|
�������ŷ�ϵ�y���w���C�ϵđ���
�Ϻ�������늚⼼�g����˾ ��һ
ժҪ�����Ľ�B�˰����չ�˾���ŷ���ϵ�y��ͨ�^ᘌ��w�������_�l�Ĺ���ģ�K�����F��䓽��M�и��١��߾��ȵĶ��L���С����������˰������w�����Ƶ��P�I���g��
�P�I�~���w�� ������ 䓽�M��
1 �w�����ý�B
�w����������F�ӹ��ИI����ָ��䓽������^�����Ӽ��е��\�ӌ��F䓲ĵĶ��L���С�����w���\���ڼ����^���в���ֹͣ���ϣ������ڼӹ��^���������ļ����L�Ⱥ������ٶȣ����Դ�����䓽���еļӹ�Ч�ʡ�
�������ṩȫϵ�д��ʷ�����ͬ��/�����ŷ�늙C�Լ�������B maXX ϵ���ŷ�������B maXXϵ���ŷ��������Ӽ�PLC ���ƣ�ԓ�Ӽ�PLC ͨ�^���忂���c�ŷ���������ͬ����ȡ/�L����������֧��IEC 61131-3 ���΄Ռ��r����ϵ�y��Baumueller ��˾�����w�������к����ȑ����_�l��ϵ�й��܉K�����㌍�F�@����á�
2 ϵ�y�Y��
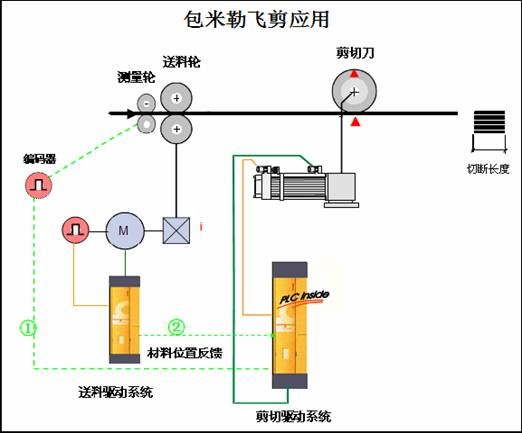
�D1 �������w������ϵ�y�C��
�D1 ��������w�����õ�ϵ�y���ɡ������φ�Ԫ��������ϵ�y���ƣ�ؓ؟ƽ���o�����ϣ����І�Ԫ�ɼ����ŷ�ϵ�y���ƣ��������O�����Д��L�Ⱥ����ϵ��ٶȣ��Ӽ��е���䓽��M�ж��L���С��ŷ�ϵ�y���ƅ������Д��L�ȡ������ٶȵ����˙C����ݔ�룻���ϵ��ٶȺ�λ���ɾ��a��������������ϵ�y�����a����̖��Դ�֞鱻��ʽ������ʽ��
􀁺 ����ʽ���ɰ��b�ڜy��݆�ϵľ��a�����������ٶȺ�λ�ã�
���c�ǜy��݆�ɲ��ώ������D���z�yֵ����ϵČ��H�ٶȺ�λ�ã�ȱ�c����̖�����^��
􀁺 ����ʽ��������늙C���a�����������ٶȺ�λ�ã�
���c����̖ƽ��������С��ȱ�c�Ǯ������c����݆֮�g�r����늙C���a��������̖���ܜʴ_�������ό��H�ٶȺ�λ�á�
3 ���������С��w��ģ�K
�����������w������Ҫ���܉K���£�
TM_SyncRot_Init����������Ҫ���ʼ������/�w�����ܣ�
TM_SyncCam_Init���O��ͬ���^��������
TM_MasterEncoder���������a������ֵӋ������ϵ��ٶȺ�λ�ã�
TM_SyncRot���������ϵ��ٶȺ�λ�����ɮ�ǰ�S��λ���O��ֵ���ٶ��O��ֵ��
TM_DriveEncoder�������D���O��ֵ���Ʈ�ǰ�S���\�ӡ�
���⣬�������ڿ��Ƽ��е��w���\�ӵĻ��A�ϣ�߀�܌��FһЩ����Ĺ�ˇҪ������ͬ���^�����ٶ��c�����ٶ�֮�g���ڹ̶��ı������O���Ӝp���ГQ�c����ɫ�˼��еȡ�
4 �\�ӷ�ʽ
���І�Ԫ����ƫ���S��ʽ���ӣ������ÙCеͬ����λ�S�����C���ɂ���������ͬ�١���λ��ʹ���е��̶����������D�\�ӡ����м��е��ٶȺ������ٶ�ͬ���ą^��Q��ͬ���^��ͬ���^�����µ���ҧ�ϵą^�����Ѕ^��ͬ���^֮����\�Ӆ^��Q֮���a���^��
�������w�������м��е��\��܉�E�֞�ͬ���^���a���^�����\�ӷ�ʽҲ�֞�ͬ���\�Ӻ��a���\�ӡ�ͬ���\�Ӟ����늙C��ͬ���^�c�����ٶȺ�λ�Ì��Fͬ�������g�ϵ��к��µ���ҧ�ϣ���Ɍ�䓰�ļ����^�̣����x�_ͬ���^�����Д��L�ȵIJ�ͬ�����е���Ҫ���ٻ��ߜp�ف��a�������m�ò�ͬ���Д��L�ȣ������a���\�ӡ������Д��L�ȵIJ�ͬ�������N��ͬ���a���\�ӷ�ʽ��
1) �L����
�����L���ڃɱ��������L��r�£��ڼ��������е����ڼ���������ɺ�p�ٲ�ֹͣ���O���c��Ȼ������M��ͬ���^��
2) ������
�����L���ڵ������L��С�ڃɱ��������L��r�£�����������ɺ�p�ٵ���ֹͣ���O���c���^�O���c�����M����һ�μ��С�
3) ������
�����LС�ڵ������L��r�£���������һ������R�ϼ��ٵ��O���c��Ȼ��p���M����һ�μ��ࡣ
5 ���w���Ŀ�ϵđ���
��δ�O��ͬ���^���������r�����е���Ĭ�J�\�ӷ�ʽ�����У����е���ͬ���\�ӕr���е��D�ٺ������ٶ�һ�£��������Д��r���������y���£�
�D2 �����\������
���nj���䓽���У�������е���ͬ���\�ӕr���е��D�ٺ������ٶ�һ�£��t�ڼ��Еr���е������Ϸ����ϵķ����c�����ٶȲ�һ�£�������ɶ�ס䓽������ק䓽����r�������и�䓽�r��Ҫ���е��ٶ������Ϸ���ķ����������ٶ���ͬ���^һ�¡��@�r��Ҫ��ͬ���^����һ�������팍�F�������ܡ�
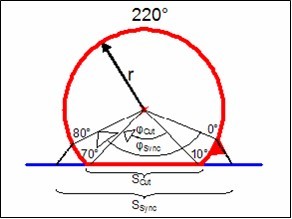
ͬ���^�\�ӵĔ��Wģ����D3������r= 60mm�� r ��ƫ���S�돽���� ϕ sync =80�㣨0�㡫80���ͬ���^����ϕ cut = 60�㣨10�㡫70�����Ѕ^��ͬ���^֮��ą^����a���^���@��ͬ���^���ڼ��Ѕ^���������Ҫ��һ�����x��ƽ���ٶȵ�׃������t������^��ęCе�_����
�D3 ͬ���^�\��ģ��
������ͬ���r�\�ӵ��L�ȣ� Ssync=2rsin()=77.135mm (1.1)
�����ڼ��Еr�\�ӵ��L�ȣ� Scut=2rsin()=77.135mm (1.2)
�O�������M��ͬ���^��λ�Þ�ԭ�c���t��
������ʼλ�ã� xOcut= = 8.567mm (1.3)
���нY��λ�ã� x1cut =Ssync−x0cut=68.567mm (1.4)
�ɵ��Pϵʽ�� a(x)=arcsin()+ (8.567 �� x �� 68.567)(1.5)
���� ��(x)�����е���ͬ���^�ĽǶȣ�
x ��������ͬ���^��λ�ã�
r �����е��돽��
�ٶ��Pϵʽ�� = (8.567 �� x �� 68.567) (1.6)
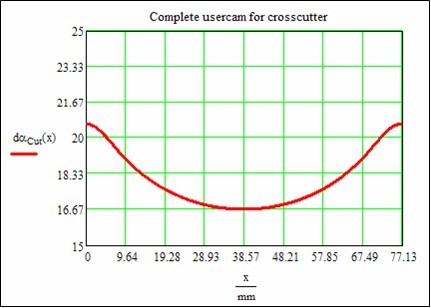
�������е����Fƽ���ļӜp���\�ӣ���ͬ���^��0�㡫10�㡢70�㡫80�������һ���^����������ʹ�ٶ�ƽ���^�ɣ��pС�Cе�_���������^���������ͬ���^���е��ٶ��������£�
�D4 ͬ���^�\������
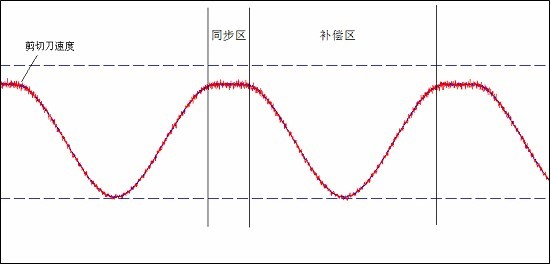
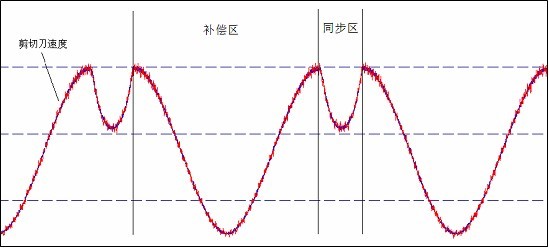
����ͬ���^�����������ϼ��Еr�����ļ��е��ٶ��������y��D5 ��ʾ��ԓ�\����������ȫ�M���w���\�ӿ��������ҙCе�_��С�����ƾ��ȸߡ�
�D5 �w���\������
5 �YՓ
���^�yԇ�\�У��C���\�Р�B�������������п�ƽ�����ڲ�ͬ�ļ����L�Ⱥ������ϕr���_�������õľ��ȣ��������˿͑������aЧ�档
�����īI��
[1] �������w�������f����.�����չ�˾.2005,9.
[2] ���ӽ�,�߷�,ꐗ�.�w���ٶȻ��ʵ��о�.�|����W�W��(��Ȼ�ƌW��),2003,12.
[3] ������,����,�w��.����䓰��и���w�����g�_�l.�C늮aƷ�_�l�c����.2006,5.
|