|

�M�ЙC�M���w����늚���Ƽ��g

�M�ЙC�M����Ҫ�����nj�����܈�C܈���ꮅ�Ď�����ȥ�^β����߅���Cֱ���M�С���塣��Ҫ�O�����_��C�����^�����A�P�����Cֱ�C���w����Ƥ���C������_�ȡ��w�������е��P�I�O�䣬���ڱ��C���к͙C�������O�估���ĵ��ٶ�ͬ����ϵ���r�£���ƽ���еĎ��İ�Ҫ��Ķ����M�и߾��ȵļ��С�
ϵ�y���g���܅�����
��ߙC���ٶȣ�80m/min�������L�ȣ�500-7000mm�������`�С�ڡ�0.5mm���_���������20000N���_���폽����500-��1700mm���ό��ȣ�620-1850mm�����Ϻ�ȣ�0.2-3.2mm(ȡ�Q�ڳCֱ�C)��
늚����ϵ�y�M��
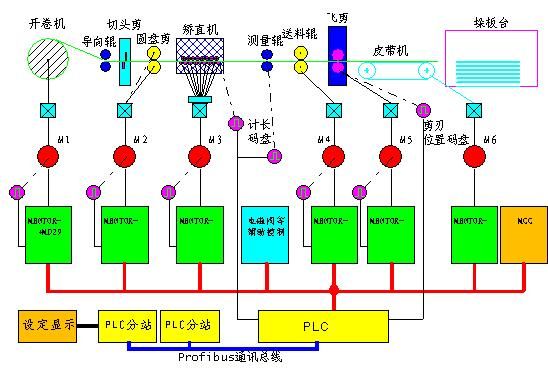
ᘌ����ęM�ЙC�M���w���Ĺ�ˇ���c���x������ܵĿ���Ԫ�����ǝM�����Ҫ����P�I��������ƺ��ĵ�PLC���x�����SIEMENS��˾S7-300ϵ�У��w��������ֱ��늙C��ֱ���ӆ�Ԫ���õ���C.T��˾��MENTOR--��ϵ��ȫ����ֱ�������b�ã��w��늙C�x�õ͑T��늙CZFQZ-280-21B���Ա��C�w���Ŀ��ن�ͣ��
MENTOR--��ϵ��ȫ����ֱ�������b�þ��е��͵��p�]�h�������ԣ�ȫ���ֲˆ�ʽ�����O���������ھ��{�����鱣�Cϵ�y�����Ŀ����ԣ�����ֱ���ӆ�Ԫ���x�ÿ�����������ȫ����ֱ�������b�á������_��C߀�x����MD29ģ���M�Џ������ơ�
�w���������P�O�估ϵ�y���ɈD
ϵ�y���c
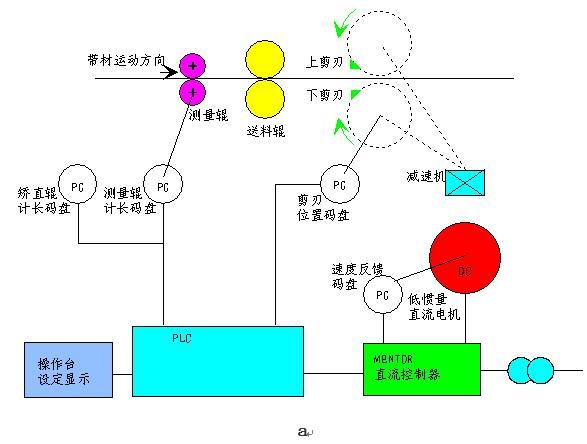
A�������y�Ľӽ��_�P��λ���Ğ�����}�_�a�P�ԄӶ�λ���{ԇ�r����Q�a�P�r�M��һ���ԄӶ�λ���������˽ӽ��_�P�����^�����ܜضȡ����ӵ�����Ӱ푵�ȱ�c��
B����������е�ѭ�h�r�g����1mS���ĸ����ϱ��C�˿��ƾ��ȣ�
C���ھ����ęC���ٶȻ�����L�ȣ���Ӱ��������У�
D����������ă����_�������p�����_������Ĉ��Еr�g��
E��PLC����PROFIBUS�����Y�������ķ�ʽ�����p���ˬF����|���Ӿ�������ͬ�rϵ�y�Ŀɿ���Ҳ�õ��^����ߣ�
|

