
【洞見,思變 - 艾默生數字化轉型筆記Ⅸ】采用基于狀態的控制技術實現連續過程操作規程自動化
http://www.gjzbw99.com 2022-08-16 10:10 來源:艾默生
前面已經介紹了過程控制優化之回路優化和先進控制,今天給大家介紹控制優化的另一個領域,即操作規程自動化。
操作規程自動化
(Procedural Automation)概念
操作規程自動化(Procedural Automation)是為了解決連續過程中過渡依賴熟練操作工而誕生的。操作過程自動化,顧名思義就是把生產操作的良好操作規程或操作程序融進自動化程序中,使得復雜的連續過程可以實現重復開車、運行、停車等復雜操作,減少人為干預對過程系統的波動,也可通過操作模式智能調整報警,減少過程干擾。操作規程自動化目標是讓操作員能操作一個完整生產流程,而不是操作單個操作設備。它可以幫助生產部門縮短操作持續時間、簡化操作任務、降低操作負荷、固化理想操作實踐,從而提高連續過程生產的可靠性和安全性,同時也能提高操作效率,從而提高產量和產品質量。
操作規程自動化參考標準
隨著操作規程自動化的逐步流行,ISA組織相繼在2013年發布了用于連續過程的操作規程自動化操作模塊和術語標準ISA-TR106.00.01-2013,在2017年發布了用于連續過程的操作規程自動化的工作過程標準ISA-TR106.00.02-2017。
ISA-TR106.00.01 標準共分6章,從操作過程自動化適用范圍、相關引用標準、主要術語、操作規程的技術歷史演化過程、價值定位以及其操作規程自動化最基本的過程模型做了規范和介紹。其中,重要的是根據流程行業的特定需要確定了規程需求模型、規程執行模型和物理模型以及與基本過程控制系統(BPCS)對應的關系,參考如下圖:

ISA-TR106.00.02 共分11章,主要是定義了操作規程自動化的全生命周期參考模型,從規程自動化的原則、計劃和定義、需求和設計、執行、運行、退役以及變更管理7個工作過程,定義了其技術要求和理想實踐,其模型參考如下圖:

操作過程自動化的實現的技術方式
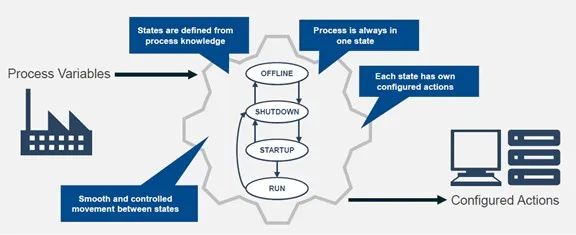
隨著連續過程的自動化樣式復雜性的增加,它們包含了更多的流程知識,并能夠執行更復雜的流程操作。當使用更復雜的自動化樣式時,使用流程狀態是一種為組織操作規程自動化提供框架的方法。這種類型的規程自動化稱為基于狀態的控制(SBC)。
ISA-TR106.00.01標準第6章6.9節系統闡述了基于狀態控制的原理,并確定其為在BPCS層實現操作規程自動化的技術手段。
當使用過程狀態時,操作規程自動化集中在過程設備的主要部分,通常是一個單元。過程狀態根據工藝設備的物理條件來定義,以確保安全高效運行。SBC主要有如下三個重要的概念:
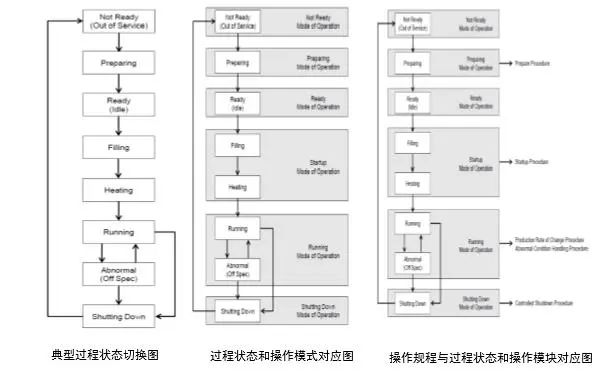
首先就是狀態轉換(State transition),定義狀態之間的轉換以限制狀態之間可能的移動,并定義觸發轉換的條件。流程狀態和轉換的定義可以在狀態轉換圖中規范化,如下圖左為典型的一個過程狀態切換圖, 有些狀態是穩態的,如停用、停車、就緒和運行狀態;有些狀態為過渡狀態,如準備、進料、加熱、停車等狀態;過渡狀態用于把過程從一個穩定狀態轉換成另一個穩定狀態。狀態轉換圖是一個有用的工具,有助于確定應用的合適的自動化方式。
SBC的第二個概念就是操作模式(Operation Mode),它能提供對操作員更有用的高級抽象。一個操作模式可以包含多個過程狀態,下圖中間顯示了操作模式與過程狀態對應的典型例子示意圖,圖中進料和加熱狀態組合成了過程的開車模式。由于這兩種狀態都是支持流程從就緒狀態過渡到運行狀態的過渡狀態,因此將它們描述為操作員的組合操作模式是合乎邏輯的。同樣運行狀態和異常狀態也可以合并為運行操作模式。
SBC的第三個概念就是操作規程(Procedures),操作規程可以與過程狀態和操作模式相關聯,即可以設計操作規程來執行過程狀態轉換,例如啟動一個裝置單元,將裝置轉換為新的產率或最裝置單元進行受控的停車。也可以設計成對穩定狀態條件的監控,當異常條件發生時做出反應。下圖右邊提供了根據一些根據操作模式設置操作規程的例子,如準備、開車、產率調整和受控停車的操作規程用于實現裝置單元穩態狀態的的切換, 異常條件處理規程用于單元裝置異常狀態,以糾正過程條件,讓裝置返回正常運行狀態。
操作員可以用利用操作規程來執行所需要的操作,改為操作規程自動化后,可觸發相應的執行模塊如下圖所示:
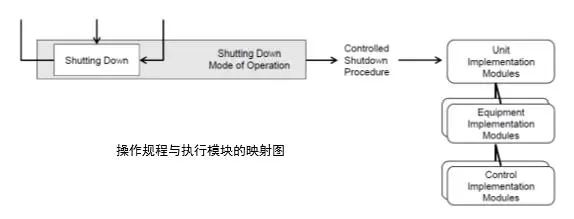
采用SBC實現自動化的操作規程的核心價值就是在給定的工藝條件下,操作工不需要將每個閥門、控制和電機操作到所需的位置,自動化的規程可以發出命令工作項,自動執行定義的任務,并驗證他們是否執行成功。如上圖操作員看到的一個規程執行實際上涉及到層次結構中的許多執行模塊。
使用過程狀態的控制機制,還為報警管理的觸發方式提供了一種方便的機制,即可以實現基于狀態的報警(SBA)。SBA是ISA18.2 報警管理標準所定義的一種先進報警技術,也叫動態報警,關于SBA 請參考本系列報警管理相關技術文章。
綜上所述,基于狀態的控制(SBC)和基于狀態的報警(SBA)是實現操作規程的重要技術手段,是操作規程自動化在BPCS系統上的具體表現形勢。
在基本過程控制系統(BPCS)實現基于狀態的控制(SBC)
在基本過程控制系統中要實現SBC程序的設計,需要BPCS具備如下3個核心的模塊:
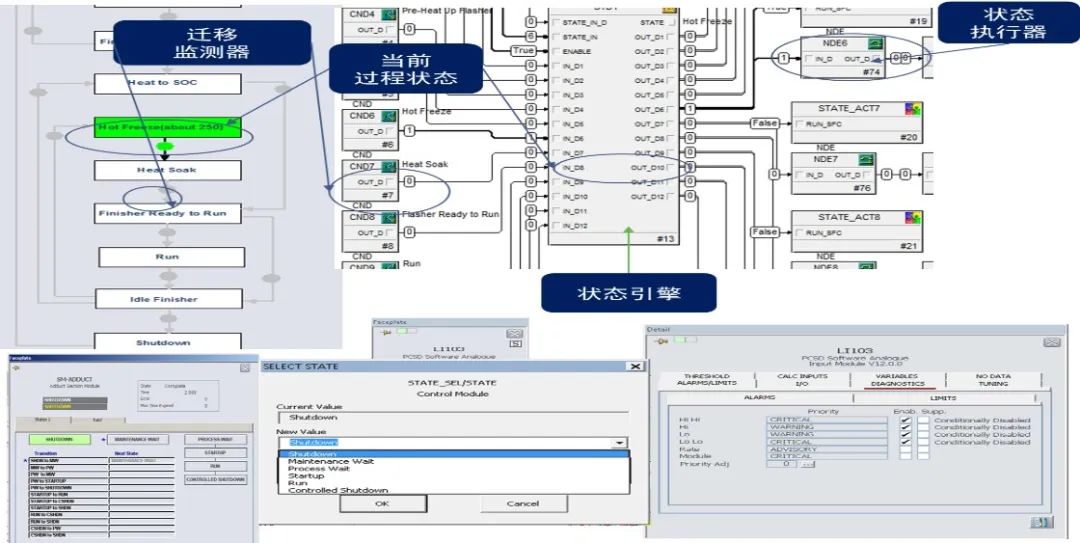
第一個是狀態模塊(STD):可以把連續過程定義成一組狀態,各狀態的表征和顯示需要一個狀態模塊來管理。
第二個是Transition Monitors模塊:表征和監控過程從一個狀態切換到另一個狀態的過程條件。
第三個是State Engine模塊: 用于輸出當前的過程狀態的引擎模塊。
另外,Control Module、Equipment Module也是編寫SBC程序所需的模塊。在進行SBC程序設計時,首先需要檢查所使用的基本過程控制系統是否具備這些模塊,注意“不是所有的控制系統都具備這些模塊可以方便去設計SBC程序的”。
以艾默生DCS DeltaV為例子,其當前軟件平臺都內嵌了這些核心 模塊,同時在它的PCSD的設計模板中,還設計了用于操作SBC程序的Faceplate模板 ,可大大提高SBC程序設計的效率,降低人機交互的設計難度,如下圖所示:
另外,要讓SBC發揮理想的操作規程自動化的價值,還需要現場裝置具備如下兩個前提條件:
第一, 需要裝置的回路自動化率盡量高,建議在90%以上。如果大量回路都是手動控制,自動操作規程在驅動執行模塊時,每次都需要等待操作員手動去調節閥門或電機,這將讓規程的自動執行失去意義。
第二, 需要裝置的70%以上的現場操作閥(開關閥)或電機(定頻電機)改成遠傳閥進入BPCS,即可以通過BPCS進行控制。這樣自動化規程在執行開停車和產量切換等過渡狀態時,無需通知現場操作員人現場操作,從而大大提高規程的執行效率。
此外,在設計SBC時,建議現場裝置建立數字化雙胞胎優化平臺和動態報警管理平臺(后續文章將介紹)。
應用案例
某國際知名的聚合物生產商在上海的尼龍-66工廠進行生產,其連續聚合的生產線采用了艾默生的DeltaV DCS控制系統。經過多年的控制優化,盡管其生產線的自動化率已經很高了,但是依然需要一些手動操作,如開停車、緊急停車等。由于通訊、協調和人為操作中誤差的問題,這些手動操作的失誤將會給該廠的帶來很多風險。為進一步減少操作失誤、降低操作負荷、提高生產的安全性,真正實現操作規程的完全自動化,該廠選擇了SBC技術在DeltaV平臺上來設計其操作規程。如下圖所示:
艾默生SBC專家與客戶工藝生產核心人員共同協作,幫助用戶設計操作規程的原則,根據現場工藝特點幫助用戶確定過程狀態和切換邏輯。同時采用了Agile Ops先進報警管理平臺,設計SBA的邏輯與SBC的狀態邏輯進行充分配合。
在此項目中,SBC程序覆蓋了整個尼龍66連續聚合的全操作流程:開車、停車、過程擱置、重啟動、緊急情況處理和Finisher Switch,設備范圍包含了45個容器和設備,以及429個控制模塊。SBC程序主要體現了如下幾個方面:
- 5個單元,60種狀態,325個轉換條件,以及550個行動的SBC邏輯。
- 艾默生提供AgileOps,作為動態報警管理平臺(SBA),實現SBA邏輯的設計。
- 艾默生提供數字雙胞胎(Digital Twins)解決方案,用作操作員培訓,同時作為SBC和SBA的開發測試平臺,對SBC和SBA進行充分測試驗證后再導入生產系統。
用一個閉環系統來保持生產過程的最佳操作知識,確保執行標準程序,使得工廠操作一直處于理想實踐的狀態。
該項目投運后,取得了預期的效果,主要體現如下:
- 用規范的程序執行優化實踐,提升了工廠的生產效率與質量。
- 減少80%開車過程中的操作員干預 ,減少90%開車過程中的警報,更大限度地減少潛在的人為錯誤,并提高工廠生產狀態的應對能力。
- 減少了意外事件,提高安全和環境績效。
- 鞏固運營能力,并提升了一線工程師的能力。
a. 用于未來過程工程師培訓和認證的創新方法,可縮短獲得完全能力所需的時間。(從原來的3-5年,變為1年)。
b. 極少的人為干預,使過去具有挑戰性的工作變得自動化。
5.知識產權保護,在控制系統中打包了關鍵的操作知識,減少了人為不確定因素。
“這是我們第一次在現代化的產線上部署這套完整的艾默生SBC解決方案,這個先進創新的解決方案所呈現出的結果讓人眼前一亮。很多工藝控制中的癥結得到根治,并且極大地應對了非計劃停車所帶來的挑戰。”,該客戶技術負責人說,“我們發現有將近80%的過程人為干預被消除,同時有90%的干擾報警得到抑制,這從根本上改變了我們運營產線的方式。一線操作人員的時間被大量釋放出來,用以關注在更重要、更高價值的任務當中。基于此,工藝生產操作被極大地簡化并平復,我們在部署SBC后,已取得了生產線零人工誤操作事故的驕人成績。”
價值總結
綜上所述,SBC作為操作過程實現的重要技術路徑,同時也是現代工廠數字化轉型的重要一環,它改變了傳統的生產方式,主要體現如下:
- 操作員職責重新定義,賦能從過程控制到過程管理,生產過程和過程報警。
- 實現自主優化操作,減少意外事件,避免操作錯誤,更快的操作,更安全運行。
- 極大降低操作員依賴,同時減輕操作員重復性任務。
- 實施SBC項目是企業將實踐和經驗固化為知識的理想過程。
- SBC可以作為工藝IP范圍 - 控制和操作知識固化并保護。
- 改善生產績效:提高質量,更大限度地減少生產中的可變性,增加產量、減少成本。
相關新聞
- ? 工控人請查收,八月重要工控大事一覽
- ? 2025年自動化及運動控制市場趨勢洞察分析
- ? 看好中國市場潛力 羅克韋爾自動化深耕智能制造與新能源領域
- ? 羅克韋爾自動化報告顯示,CPG 行業優先考慮創新而非削減成本
- ? 艾默生電氣公布第三季度財報
- ? 2025中國自動化與人工智能教育大會暨2024-2025學年全國青少年勞動技能與智能設計大賽全國決賽在浙江桐鄉啟幕
- ? 羅克韋爾自動化發布2025年第三季度業績
- ? 61% 的網絡安全專業人士計劃采用 AI,以應對制造業日益增長的網絡風險挑戰
- ? 英孚康三大標簽,工業自動化新未來
- ? 廣東順德三合工業自動化設備股份有限公司總部項目動工儀式舉行,總投資2億元
編輯精選


